Gépipari alapismeret tananyag - Bolyai Elektronika

Keresés a weboldalon
Gép- és villamosipari alapismeretek
témakör
Főmenü:
Gépipari alapismeret tananyag
Tananyagok
Ebben a menűpontban a "Gépipari alapismeretek" tantárgy, 2 éves -teljes- tananyagát találod. Legfelül a legelső tananyagtól lefelé haladva találhatók az újabb és újabb ismeretek (könyvszerű elrendezési sorrend).
Letölthető anyagok




Mérő rajzeszközök
Rajzesztközök (vonalzók, szögmérők) Word rajzszer-kesztéshez.
Fejléces rajzlap
Word, fejléces rajzlap-sablon.
Fejléces rajzlap
Inscape fejléces rajzlap-sablon.
Múveletiterv sablon
Word, műveletiterv rajzlap-sablon.
Vetületi ábrázolás, metszetek, axonometrikus ábrázolás
Vetületek, metszetek
A helyes gépészeti rajzolvasás lehetetlen olyan fogalmak tisztázása nélkül, mint a vetületi- és metszeti ábrázolás értelmezése A videó példákon keresztül mutatja be ezeket a fogalmakat, és fajtáikat.
Nem lévén gépészek, számunkra csak a megértés fontos, hogy egy műszaki rajzból , értelmezni, elképzelni tudjuk egy lerajzolt munkadarabot.
Vetületi és axonometrikus ábrázolás
Ezek a fogalmak, nem lehetnek ismeretlenek számodra, hiszen az év elején a szakrajz fogalmakkal való ismerkedés során, szóba kerültek. Most ismerjük meg részletesebben. A munkadarabok utángyárthatóságának egyik legfontosabb feltétele a korrekt alkatrész-, vagy műszaki rajz. Egy térbeli alkatrész ábrázolásához, annyi nézeti rajzra van szükség, ami bemutatja egy munkadarab minden tulajdonságát. Általában 3 képsík elegendő az ábrázoláshoz, de összetettebb munkadarabok esetén, szükség lehet valamennyi képsík(6) megrajzolására. Nézd meg a bal oldali videót, hogy megismerkedj a fogalmakkal!
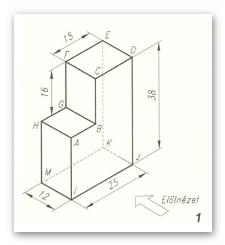
Vetületi rajz készítése axonometrikus rajz alapján
Kattints a bal oldali képre, ami egy munkadarab axonometrikus beméretezett rajza. Ennek a munkadarabnak kell a vetületi rajzát elkészítened, egy üres lapon, ceruzával, vonalzóval M=1:1 méretben. A lapnak adj keretet és fejlécet, utóbbit töltsd is ki! Szerkeszd meg a vetületi rajzot a videón látottak alapján mérethelyesen, majd méretezd be! A nézeteket ne rajzold túl közel egymáshoz, hogy legyen helye a méretvonalaknak!
A kész munkád fényképezd le, lehetőleg merőlegesen, és jól megvilágítva csináld a képet, hogy minél kisebb legyen a torzítás! A wordben való rajzolást is gyakoroljuk. Így a rajzot készítsd el Wordben is! A képet, és a word rajzot küld be a Teams-be!
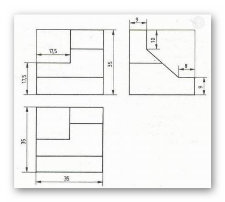
Axonometrikus ábra készítése vetületi rajz alapján
A vetületi és axonometrikus ábrázoláshoz emlékeztetőül, nézd meg a rövid, bal oldali videót. Idézd fel a vetületek nézeteit! Majd kattints a videó alatti nézeti képre, ceruzával vázold le papírra, lehetőleg mérethelyesen, majd ez alapján próbáld elképzelni, és a nézeti rajz fölé lerajzolni a munkadarab egyméretű axonometrikus képét! Örülnék, ha a rajzokat szabadkézzel sikerülne megrajzolnod, de ha nem mennek az egyenes vonalak, használj vonalzót! Ne hagyd ki a méretezést sem a nézeti- és az axonometrikus képen egyaránt! Miután elkészültél a rajzoddal, fényképezd le, nevezd el a képfájlt a saját nevedre, és küld be a Teams-be!
Nyiss egy üres word oldalt, és rajzold meg az alsó fejléces, keretes rajzlapot! Ne feledd, a keret körbe 10 mm, ahogy a fejléc sorainak a magassága is! A lap alsó részére rajzold le a wordben tanult razzeszközökkel, M=1:1 arányú nézeti rajzot, a nézetek szabályos elhelyezésével! Az elkészült rajz fölé kerüljön az M=1:1 méretű, egyméretű axonometrikus rajz. Az axonometrikus ábrázoláshoz bővítettem a mérőeszközök tárát, és készítettem, egy kifejezetten egyméretű axonometrikus vonalzót. Így nem kell törődnöd a szögekkel, de még a volnalak hosszával sem (nincs rövidülés), hisz a vonalzón mindent megtalálsz. Ide kattintva letöltheted! A kész rajzod, mentsd el saját néven, és add be a Teams-be!
Műszaki rajzok készítése Wordben
Rajzkészítés Wordben
Nézd meg az oldalsó videót, és haladj vele párhuzamosan. Sajátítsd el a Wordben való rajzolás alapjait. Ugyan rátérünk a számítógéppel történő rajzolás technikájára, de ez még nem jelenti, hogy kiváltanánk a kézi rajzolást. Fontos, hogy fejlődjön a rajz-készséged! Így elsősorban olyan rajzokat készítünk számítógépen, ami már kézi rajzolással elkészült. Ilyen a kulcstartó rajza. Készítsd el a kulcstartó rajzát egy fejléces rajzlapon, ezt is szerkeszd meg, a projekthez kézzel rajzolt munkád mintájára. Ide kattintva találod az eredeti mintát!
Rajzszerkesztés Wordben
Többen, akik az előző videót megnézték, a word rajzeszközeinek megismerése után, kisebb nagyobb sikerrel próbálkoztak összetettebb objektumok, mint pl. a kulcstartó, rajzolásával. Legtöbben, vonalak összerakásával alkották meg rajzukat. de igazából senki nem látta ki a korábbi bemutatóból a korrekt megoldást. Ezért, elkészítettem a kulcstartó rajzolásáról szóló videót, melyen keresztül bemutatok rajzolási praktikákat. A kiinduló alapot a kulcstartó kézzel rajzolt és beszkennelt múhelyrajza képezi. Ide kattintva találod az eredeti mintát! A precíz rajzoláshoz készítettem egy mérőeszköz csomagot, mely innen tölthető le. A videóval párhuzamosan haladva, készítsd el a kulcstartó elektronikus műhelyrajzát.
Bemutatom az INSCAPE vektorgrafikus program használatát a korábbi kulcstartó megrajzolásával

Eddig Wordben ismertük meg a rajzolás technikáját. A távoktatási foglalkozás kiváló alkalom újdonságok megismeréséhez, így egy valódi vektorgrafikus rajzoló-program, az INSCAP elsajátításához! A program használatának további részleteiről, videóbemutatókat találsz iide kattintva!
Az oldalsó videóban , a jól ismert "kulcstartó" rajzolásán keresztül mutatom be az INSCAPE használatát.
Először is, a fájlt ide kattintva letöltheted windowsra a videón bemutatott 1.01-s verziót! Válaszd ki a processzorod típusát 64/32, majd a "Telepítő exe" formátumot! Add meg a letöltő helyet, majd várd meg míg a fájlt letöltődik! Ez netsebességtől függően, több percet is igénybe vehet. A letöltés végén menj a letöltési helyre, és indítsd el a telepítést! Ha nem magyarul indulna a telepítés, a felkínált menüből válaszd ki a magyar nyelvet! Indítsd el a telepített programot!
Indítsd el a videót, és kövesd az ott bemutatott szerkesztést! Ennek mintájára készítsd el a "LED vizsgáló" axonometrikus- és műhelyrajzát! A műhelyrajz készítésénél vedd figyelembe a foglalkozáson megbeszélt rajztól való eltéréseket (NYÁK méret 27x20 mm, a darabszámokat is tüntesd fel az elemeknél, ha az több 1-nél)!
A fejléces munkaanyag innen tölthető le! Ha nem töltődne le közvetlenül a fájl, jobb egérgombbal kattints a hivatkozásra, és az ablakból válaszd a mentés másként funkciót!
A kész munkád a program eredeti formátumában (svg) mentsd el, és add be a Teams-be!
Gépipari műszaki rajz alapismeretek
Rajzkészítési alapok
Az oldalsó videó ugyan régi, de a tartalma nem avult el. Kézi rajzok elkészítéséhez, ma is vonalzót használunk pár évszázad óta, és a rajzi elemek, melyből egy műszaki rajz elkészül, főbb tekintetben ugyancsak nem változtak.
A videó bemutatja a rajzlapon kívül a munkadarabon történő berajzolás eszközeit, és menetét.
A manapság használatos korszerű -számítógépes alkalmazások- eszközök használata előtt, mindenképpen meg kell ismerni a szabadkézi rajzolás technikáját.
A műszaki ábrázolás alapjai
Mielőtt az oldalsó videót megnéznéd, meg kell ismerned a műszaki rajz készítésének alapfogalmait. Ide kattintva, megtekintheted azon dolumentumot, mely tájékoztat a szabványokról, a rajzokat hordozó méreteiről, a nélkülözhetetlen kellékről a rajz felirastmezőjéről, a műszaki rajz vonalrendszeréről, a szabványírásról, és a vetületi ábrázolásról. Különösen az utóbbi segíti a rajzolvasás technikáját.
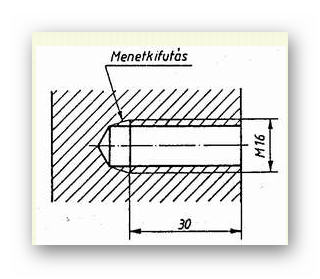
Menetábrázolás műszaki rajzon
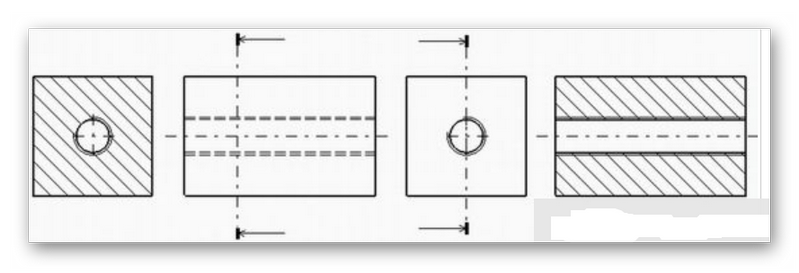
A jobb oldali ábra mutatja, hogy kell értelmezni egy nem láthatő műszaki elem, esetünkben a menet, metszeti megjelenítését. Bal oldalt már egy beméretezett metszeti képet láthatunk a menetről.
Mérés tolómérővel
Mérés tolómérővel
Az egyik legfontosabb hosszúság mérésére alkalmas eszköz a tolómérő. Kiviteltől függően, 0,1 vagy 0,05 mm pontosságú mérésre alkalmas. A a digitális változatok 0,01 mm pontosságúak. Utóbbinál viszont az un. digithiba miatt, a legkisebb helyiértéket fenntartással kell fogadni, hisz a kijelző pontosság +- 1 digit.
Fúrás technikája
A lenti videókból áttekintést kaphatunk a felhasználás szerinti fúrószárak felépítéséről, tulajdonságairól, használatuk lehetőségeiről. A "Fúrás alapja" videóból megismerhetjük a fúrógépek típusait, és azok használatát.
Fémfúrók
Fafúrók
Kőzetfúrók
Fúrás alapjai
Lemez- és profilvágás
Anyagdarabolás
A megmunkálások során lemezek, csövek, rudak profilok darabására kerülhet sor. Így a daraboló szerszámok és gépek széles skáláját használhatjuk munkánk során. Léteznek kézi daraboló szerszámok -
fémfúrész,
lombfűrész,
lemezvágóolló,- manuális működtetésű asztali- és állványos darabológépek -
asztali karos lemezolló,
állványos lemezolló-, gépi kéziszerszámok -
körfűrész,
leszúrófűrész(dekopir),
gyorsvágó(flex)- félatomata megmunkáló gépek -
profilvágógép,
motoros lemezolló- és
CNC vezérlésű,
automata
lemezdarabolók. Az oldal legalsó videója bemutatja a ma legkorszerűbb technikáját képviselő számítógép vezérelt, lézervágó gépet.
Esztergálás és menetfúrás
Alapfogalmak
Az esztergagép felépítése
{kind=link}
- Tokmány, a megmunkálandó munkadarab befogására, rögzítésére szolgál. A munkadarab befogásához tokmánykulcs kell!
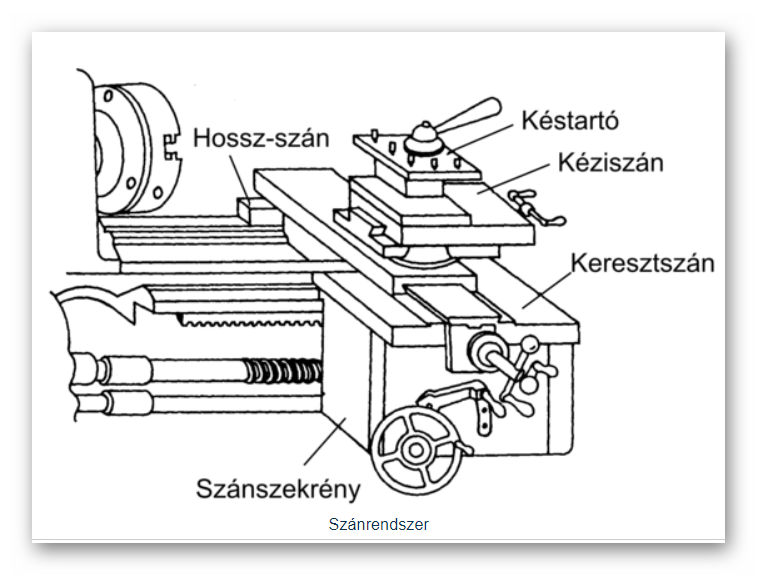
- Szánrendszer, az esztergakés befogására szolgál, és a hossz- és a keresztirányú mozgatását végzi. A megmunkáló kések különféle anyagból és formában kerülnek kivitelre, a megmunkálandó munkadarabhoz és művelethez igazitva. A kést, a késtartóba úgy kell elhelyezni, hogy a vágóéle egy vonalba kerüljön a megmunkálandó anyag középpontjával. Az esztergakést mindig a munkadarabra merőlegesen kell befogni! A szánrendszer része a kés precíz mozgatását végző hossz- és keresztírányú noniusz skála, mellyel akár 0,1 mm-nél nagyobb pontossággal lehet az anyagot megmunkálni.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Szegnyereg mely hosszú munkadarab megmunkálásakor támasztócsúcs használatával a vizszintben tartását biztosítja, de befogható fúrótokmány is, mely központosító vagy csigafúró befogását biztosítja. A központosító a fúró hegyének helyét jelöli ki, a csigafúróval pedig központos furatot lehet készíteni a munkadarabba. A szerszámot a szegnyeregbe, úgynevezett morzekúppal rögzítjük, mely gyors felhelyezést biztosít. A szegnyereg elmozdítható a munkadarab középvonalában, és rögzíthető!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Érintő- vagy ütköztető fogásról beszélünk, mikor a kést nekiütköztetlük a munkadarab oldalának vagy végének. Ekkor a noniuszt 0-ra állítva, pontos előtolást állíthatunk be. Nagyobb előtolás ugyan gyorsabb megmunkálást jelent, de a kést is jobban igénybe veszi, ami a nagyobb súrlódás miatt termelődő hő hűtését igényelheti.
- Oldalazás az a múvelet, mikor hosszanti- vagy keresztirányban egyenes, adott méretű felületet készítünk. Hosszú anyagok hosszanti oldalazása esetén használjunk támasztó csúcsot, hogy az oldalírányú erő ne hajlítsa meg munkadarabunkat. Ha a munkadarab végét szeretnénk síkba és derékszögbe esztergálni, de a felület íves, vagy kúpos lesz, nem rögzítettük megfelelően a munkadarabunkat a tokmányba!
Az esztergagép felépítése, elmélete - menetmetszés, menetfúrás
Az oldalsó videók balra az esztergálásról, jobbra a menetkészítésről ad tájékoztatást. Az esztergáról szóló hosszabb videó a gép felépítésének bemutatásán túl, sok működtetési példát mutat be, mely messze túl mutat a számunkra szükséges esztergálási ismereteken. A téma elmélete után mélyebben érdeklődők számára tettem fel.
Nyomtatott áramkör (NYÁK) készítési technológiája
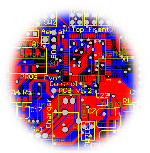
A NYomtatott ÁramKör, 1943 óta forradalmasította az elekronikus áramkörök gyártási technológiását. Kiváltotta, az egyre bonyolultabbá váló áramköri elemek közötti huzalozást, biztosítva az áttekinthetőbb, gyorsabb és automatizálható szerelési folyamatot. A lényeg, egy kedvező elektromos-, hő- és mechanikai tulajdonságokkal rendelkező, 0,4-2,5 mm közötti vastagságú, műgyantával átitatott szigetelő anyag (pl. papír, üvegszál...stb), amely egy-, vagy mindkét oldalán bevonásra kerül, 10-50 mikróméter vastagságú rézréteggel. A nagyon bonyolult áramkörök alkatrész huzalozásai már nem oldhatók meg 2 rétegen, így manapság akár 14 rétegű NYÁK gyártását elő tudják állítani automatizált ipari gyártási folyamatban.
Az oldalsó NYÁK képére kattintva, a megnyíló dokumentumban áttekinthetők a NYÁK tulajdonságaival-, szabványaival és gyártási folyamatával kapcsolatos információk. Iskolai munkánk során, a leggyakrabban használt NYÁK hordozó, az FR-2 típus, mely 1,6 mm vastag, 35 mikrométeres rézbevonattal rendelkezik, 1 vagy 2 oldalas kivitelben.
Az oldalsó videó bemutatja, hogy készíthetünk nyomtatott áremkört "házilag". Felhívom a figyelmet, a NYÁK készítés nem veszélytelen folyamat! Elővigyázatlanság esetén, égési-, maradandó-, de akár mérgezési sérüléseket is szerezhetünk! Használj védőfelszerelést, és dolgozz figyelmesen! Ezért a videóban bemutatott sósav-hidrogénperoxidos maratási eljárást -a mérgező klórgáz keletkezése miatt-nem ajánlom! Helyette javaslom a vaskloridos, vagy a nátrium-perszulfátos maratási eljárásokat. Ide kattintva megnézhetsz egy weboldalt, mely a különféle maró vegyületek tulajdonságait ismerteti, és bemutat egy ki nem merülő marató oldat receptet is.
A forrasztás technikája
Miután elkészült a próbapanelünk, kezdhetjük rá "felrakni" az alkatrészeinket. Ez a művelet a forrasztás. A forrasztás az elektronikában, alkatrészek, beleértve a vezetékeket, de a huzalozást kiváltó NYÁK-ot is, fix, jó áramvezetési tulajdonságokkal rendelkező összekötését jelenti. Ehhez nélkülözhetetlen a forrasztó páka, ami megolvasztja a kötést biztosító, alacsony hőfokon (kb. 215 fok) olvadó ón ötvözetet a forrasztó ónt. A biztos olvasztáshoz a forrasztó pákának 300 fok (celsius) körüli hőmérsékletet kell biztosítania. A forrasztás során a megolvadt forrsztó ón "befutja" az összeforrasztandó alkatrészek kapccsolódó felületét, és szilárd kötést hoz létre az alkatrészek között.
A jó forrasztás előfeltétele, hogy a forrasztási felület legyen szennyeződésektől mentes! Forrasztás előtt a felületeket meg kell tisztítani -általában- mechanikusan (pl. csiszolással), sőt érdemes védőbevonattal is ellátni (pl. ónozás). Az alkatrészek lábai ugyan gyárilag ónozottak, ami a rézhez képest ellenállóbb felületet ad a környezeti hatásokkal szemben, de az esetleges hosszú tárolás során, oxidálódhat, zsírosodhat a felület. A forrasztás minőségét javítja a forrasztó folyadék, vagy a fenyőgyanta. A forrasztón önmagában tartalmaz gyantát, ami a felülettisztítás mellet, védi a forrasztást az oxidációtól.
A jó forrasztás teljesen befutja a forrasztandó felületet, és az alkatrész lábát,stabil mechanikai kötést, és jó elektromos vezetést biztosít! Külsőre, a jó forrasztás homorú felületű, és fényes! Domború, vagy gömb alakú forrasztás a sok, a lyukat hagyó forrasztás pedig a kevés forrasztóón adagolására utal. A matt felületű forrasztás, a folyasztószer hiányára-, vagy túl magas hőmérsékletű pákára utal. A fenti videó bemutatja a gyakorlatban is, a forrsztás menetét. Részletesebb leírást találsz a forrasztástechnika ismertetéséről, ha ide kattintasz! Egy másik, rajzos dokumentáció is hasznos lehet a téma megismeréséhez. Kattints ide a megnyitáshoz!
Élhajlítás
Lemezhajlító eszközök
Az élhajlítás a ritkább technológiai folyamatokhoz tartozik, de az elektronikai területen, műszerdobozok, lemezszerelvények elkészítésénél nélkülözhetetlen. Kisebb munkadarabok hajlításánál használatosak a kézi fogók -
kombinált fogó,
laposfogó-, de nagyobb lemezek precíz manuális megmunkálásához a legelterjedtebbek az
asztali hajlítógépek. Egy ilyen gép használatát mutatja be az oldalsó videó.
Korszerű számítógép-vezérelt lemezvágás és élhajlítás
Számítógép-vezérelt munkagépek
A mai technikai színvonalon, gyakorlatilag nincs olyan munkafolyamat mely ne lenne automatizálható számítógépes vezérléssel. Ezen ipari gépek ugyan drágák, de termelékenységük és pontosságuk, a tömegtermelés során, gazdaságos beruházás lehet. A korszerű technika nem csak a vezérlés szintjén jelent meg, de a megmunkáló eszköz szintjén is, a lézer energiájának felhasználásával. Az oldalsó videó egy ilyen megmunkálógépet mutat be működés közben.
Dokumentumok, függelékek

Használatos kézi szerszámok és - gépek bemutatása, neveik megadásával.
Legtöbbjük megismerése és használata a tananyag részét képezi!
Kattints a képre!
